")
")
")


Точніше, відновлення нижніх площин направляючих станини токарного верстата ...
У літературі досить докладно описані методи відновлення площин направляючих станини токарних верстатів (в основному це шабрування та шліфування). Докладно розглянуті питання відновлення геометричної точності робочих площин призматичних, V-образних і плоских ннаправляючих станини токарних верстатів, описані типові технологічні процеси. В умовах виробництва широко застосовується шліфування, як більш продуктивний і менш трудомісткий метод. У даній статті я хотів би розглянути метод відновлення станини токарного верстата, прийнятний для невеликих підприємств, що не володіють матеріально-технічною базою для ремонту верстатного парку, а також для майстерень, для ентузіастів і любителів. Найчастіше при відновленні геометричної точності верстата своїми силами, використовується шабрування, як найбільш доступний спосіб з економічної точки зору. Найчастіше замовлення шліфування станини (на підприємствах, що надають такі послуги) з урахуванням розбірки і транспортування виявляється більш витратним, ніж самостійне відновлення. Інша причина, більш вагома, на мій погляд - це бажання самостійно відновити верстат (іноді вінтажний) для себе і своїми силами. Відновлення всіх площин не викликає ускладнень, хоча і вимагає високої кваліфікації виконавця. Але відновлення нижніх площин направляючих станини пов'язане з рядом незручностей і труднощів. Крім незручного розташування, доступність цих площин може бути ускладнена конструктивними особливостями станини, що вимагає покупки або виготовлення додаткового інструменту (наприклад шабрувальної лінійки). У той же час, вимоги до точності цих площин не великі, непаралельність напрямку руху каретки супорта повинна бути, як правило, не більше 0,02мм на всій довжині станини. Вимога паралельності до напрямку руху супорту має на увазі те, що ремонтуватися ці площини повинні в останню чергу, а вимога до закріплення і вивірки станини перед відновленням направляючих виключає можливість переміщення або зміни орієнтації в просторі для ремонту нижніх площин. Все вищесказане спрямувало автора на думку використовувати для відновлення нижніх площин направляючих технологічний процес стругання.
Пропонований метод дозволяє досить швидко і з прийнятною точністю, відновити прямолінійність нижніх площин направляючих станини токарних верстатів.
Процес буде розглянуто на прикладі ремонту станини токарно-гвинторізного верстата DeValliere 130H.
Конструкція.

Мал.1
Мал.2

Мал.3
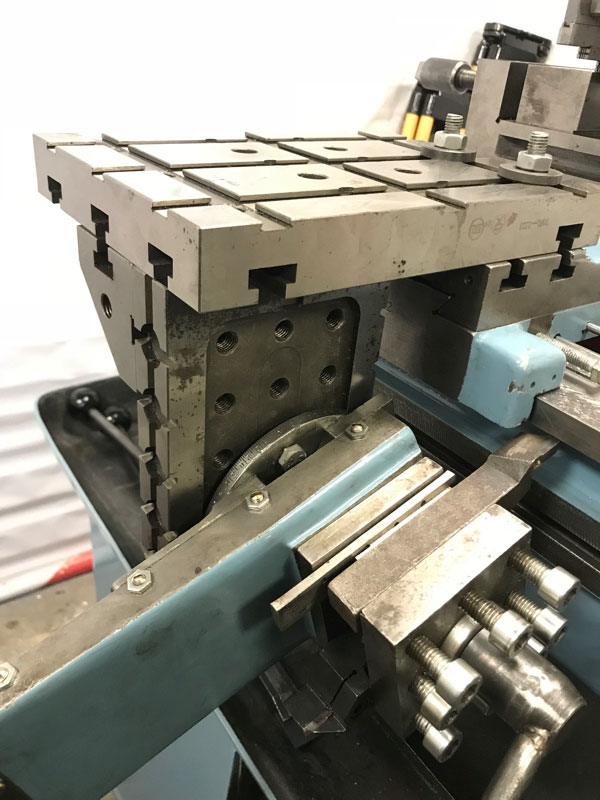
Складається пристосування Мал.1, Мал.2, Мал.3 з двох плит УСП зібраних один з одним, за допомогою кутників. Верхня плита закріплена на каретці поперечної подачі. До нижньої плити прикручена мала поздовжня подача з різцетримачем. Мала поздовжня подача служить для переміщення різця по вертикалі і кріпиться під кутом до горизонту близько 6 градусів. Значення 6 градусів вибрано з міркувань зменшення в 10 разів реального переміщення різця по вертикалі. Таким чином, якщо на одну поділку лімба малої поздовжньої подачі переміщення різця становить 0,05мм, то по вертикалі він переміститься на Н = sin60x0,05мм, що складе 5 мікрон. Насправді до таких малих величин прагнути не варто, цілком вистачить зменшення в 2-5 разів, що відповідає кутам 12-30 градусів. Як видно на малюнку, у автора мала поздовжня подача була пригвинчена під кутом близько 30-ти градусів, що дало переміщення по вертикалі близько 0,01мм на одну поділку лімба. Переміщення різця по горизонталі здійснюється поперечною подачею. Токарний патрон на Мал.1 виконує роль противаги. Ідея такої конструкції полягає в тому, щоб використовувати вже відремонтовані частини самого верстата. Використання плит УСП дозволило виключити виготовлення будь-яких додатковий вузлів і деталей.
Робота.
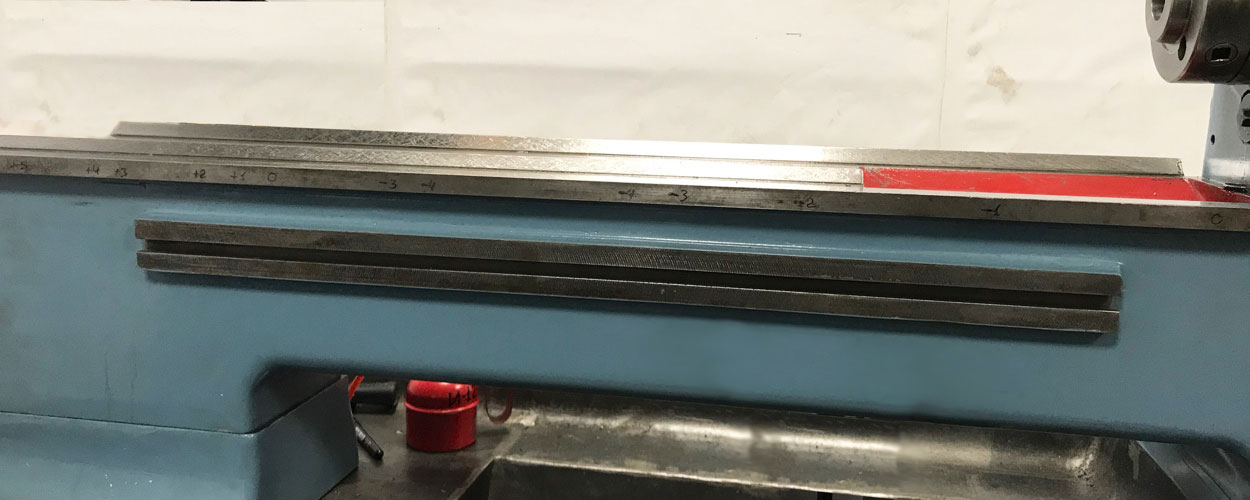
До того, як пристосування змонтовано на верстаті, необхідно зробити вимірювання нижньої площини. Це дозволить визначити місце на станині в якій потрібно встановити різець в початкове положення по висоті. Різець встановлюється обертанням різцетримача.
Мал.4
Як видно з Мал.4, різниця найбільшого і найменшого відхилень сягає 0,1мм. Цифри відповідають відхиленню в сотих міліметра. Знак плюс відповідає відхиленню вниз, знак мінус - вгору. Напрямок стругання від центру до периферії (в даному випадку до передньої бабки). Різець, по висоті, встановлюємо на позначці нуль. Я сподіваюся, що читачі уявляють собі процес стругання, і не буду на ньому детально зупинятися. Скажу лише те, що оптимальна величина вертикальної подачі складає 0,01-0,02мм, а горизонтальної - 0,1мм за прохід. Каретка з пристосуванням приводиться в рух вручну.
Конструкція не дозволяє простругати всю площину цілком з однієї установки і вимагає переналагодження пристосування. Це не потребує особливих зусиль, зауважу лише те, що стругання другої половини площині вимагає використання іншого різця. В даному випадку автор використовував прохідний упорний лівий і прохідний упорний правий різці.

Мал.5

Мал.6

Мал.7
Малюнки 5, 6 і 7 ілюструють пристосування з різних ракурсів. На малюнках 8 і 9 зображено пристосування після переналагодження для стругання другої площини з боку призматической направляючої. Так як, з боку плоскої направляючої була відремонтована і встановлена притискна планка, то необхідність в противазі відпала.

Мал.8

Мал.9
Тонкощі.
Висновок.
За допомогою описаного пристосування автору вдалося відремонтувати нижні площини направляючих станини з високою точністю, тобто непаралельність нижніх площин напрямку руху каретки супорта склала 0,01мм на всій довжині станини. Результат більш ніж задовільний. Отримані результати дозволяють рекомендувати даний метод до використання для ремонту станини токарно-гвинторізних верстатів.
Література.
- "Ремонт направляющих станин, столов и суппортов." Диафильм в 3 частях. Автор И. С. Стерин. Консультант кандидат технических наук Н. И. Думченко. Художник В. В. Петров. Редактор И. Н. Иванова. Издано фабрикой экранных учебно-наглядных пособий ..., Ленинград, 198095, ул. Зои Космодемьянской, 26, 1973г.